
Tình trạng mờ chữ, bong tróc bề mặt sau một thời gian ngắn sử dụng là vấn đề lớn nhất của các loại bàn phím và thiết bị ngoại vi áp dụng phương pháp in ấn truyền thống. Để khắc phục triệt để rào cản này, công nghệ ép nhựa 2 màu (Double-shot injection molding) đã ra đời và trở thành tiêu chuẩn gia công tối ưu.
Bằng cách kết hợp hai loại nhựa hoặc hai màu sắc độc lập ngay trong một chu kỳ ép, công nghệ này tạo ra các sản phẩm – đặc biệt là keycap phím cơ: có độ bền màu vĩnh cửu, vĩnh viễn không bị mài mòn bởi ma sát hay mồ hôi tay.

Điểm Khác Biệt Cốt Lõi: Ép Nhựa 2 Màu Vs. Ép Nhựa Thông Thường
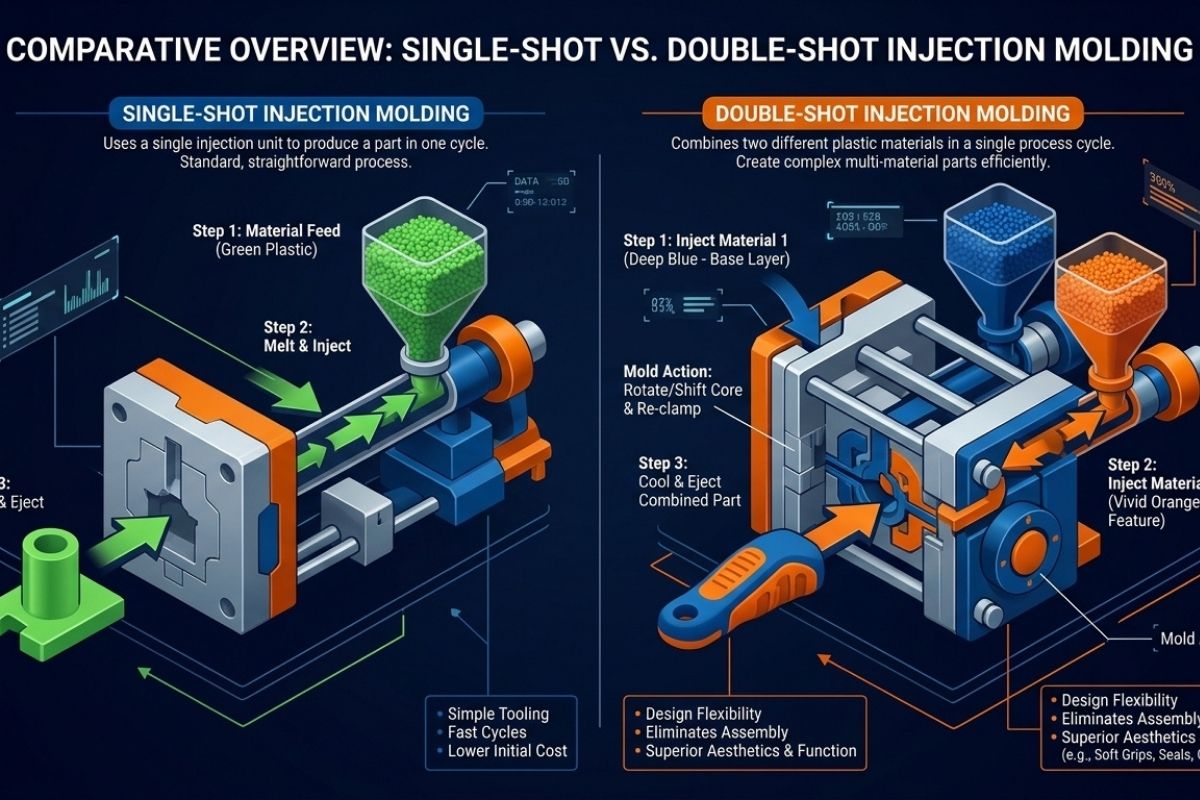
Để đánh giá đúng giá trị của một sản phẩm nhựa 2 thành phần, chúng ta cần đặt nó lên bàn cân với phương pháp ép phun đơn sắc (Single-shot) truyền thống. Sự khác biệt không chỉ nằm ở vẻ bề ngoài mà còn ở toàn bộ hệ sinh thái kỹ thuật phía sau.
Bảng so sánh tổng quan
|
Tiêu chí |
Ép Nhựa Thông Thường (Single-Shot) |
Ép Nhựa 2 Màu (Double-Shot) |
|
Cấu tạo máy ép |
1 nòng bơm nhựa (Barrel). |
2 nòng bơm độc lập, hệ thống điều khiển phức tạp. |
|
Cấu tạo khuôn mẫu |
Lòng khuôn đơn giản, 1 hệ thống dẫn nhựa. |
Phức tạp (thường có đế xoay/lõi trượt), 2 hệ thống dẫn. |
|
Độ bền màu sắc |
Phụ thuộc vào công đoạn sơn, in lụa (dễ bong tróc). |
Màu sắc là bản thân khối nhựa, vĩnh viễn không phai. |
|
Chi phí đầu tư ban đầu |
Thấp đến trung bình. |
Rất cao (Khuôn đắt gấp 1.5 – 2 lần khuôn thường). |
|
Ứng dụng phổ biến |
Vỏ thiết bị, hộp nhựa, đồ gia dụng, linh kiện đơn giản. |
Phím cơ, tay cầm dụng cụ, linh kiện ô tô cao cấp. |
Phân tích ranh giới kỹ thuật và rào cản chi phí
Trong ép phun thông thường, hạt nhựa được nung chảy và bơm vào một lòng khuôn duy nhất. Nếu muốn có nhiều màu hoặc thêm ký tự, nhà sản xuất bắt buộc phải thực hiện các công đoạn gia công thứ cấp như in lụa, khắc laser hoặc sơn phủ. Các lớp phủ này chỉ nằm trên bề mặt và rất dễ bị bào mòn bởi tác động vật lý.
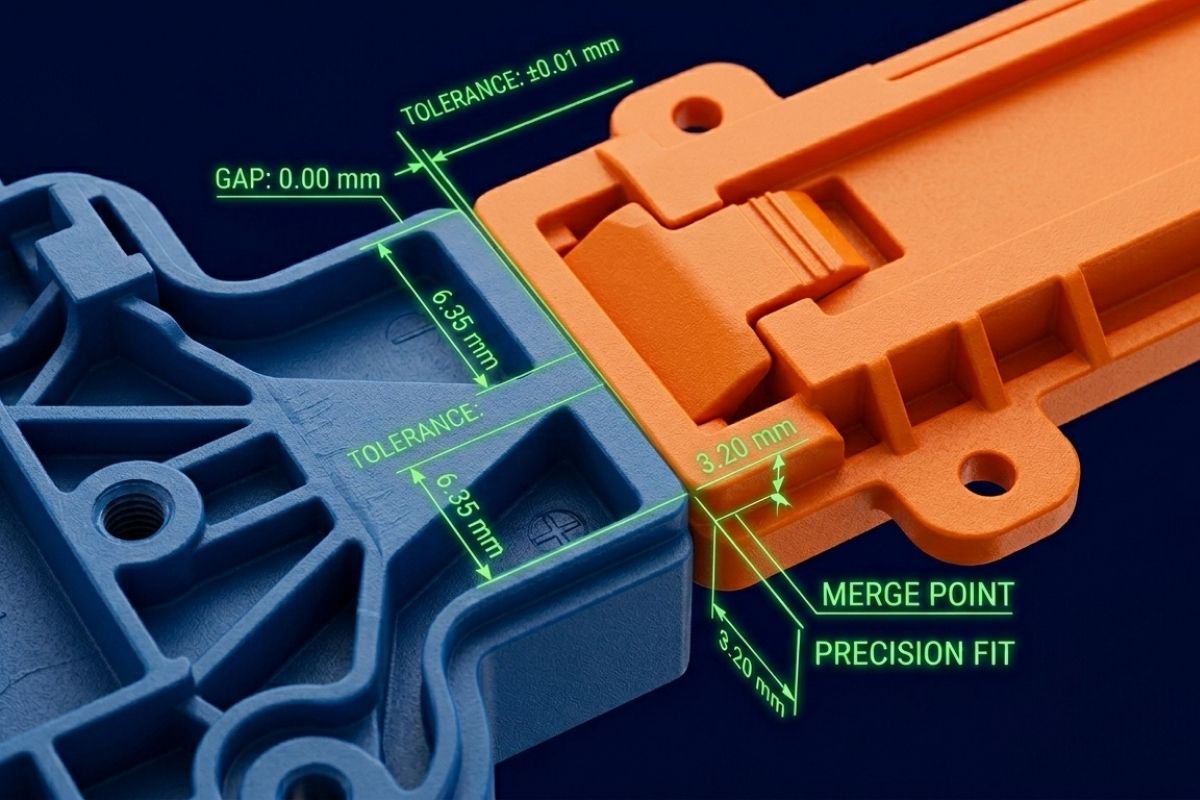
Ngược lại, công nghệ double-shot loại bỏ hoàn toàn khâu hậu kỳ này. Ký tự hoặc phần màu thứ hai được định hình trực tiếp từ một khối nhựa độc lập trong chu kỳ ép. Nhờ đó, tính liên kết giữa hai phần rất vững chắc. Tuy nhiên, rào cản lớn nhất đối với các xưởng gia công ép nhựa 2 màu chính là chi phí. Khuôn double-shot yêu cầu độ chính xác cơ khí cực cao để hai phần nhựa khớp nối hoàn hảo mà không bị bavia (flash) hay lem màu.
Hiểu Rõ Bản Chất Công Nghệ Ép Nhựa 2 Thành Phần (Double-Shot)
Ép nhựa 2 màu (đôi khi được gọi là 2K injection molding) là một kỹ thuật đúc tiên tiến, đòi hỏi sự đồng bộ tuyệt đối giữa hệ thống máy móc và thiết kế khuôn mẫu.
Quy trình vận hành của máy ép hai nòng bơm và đế xoay
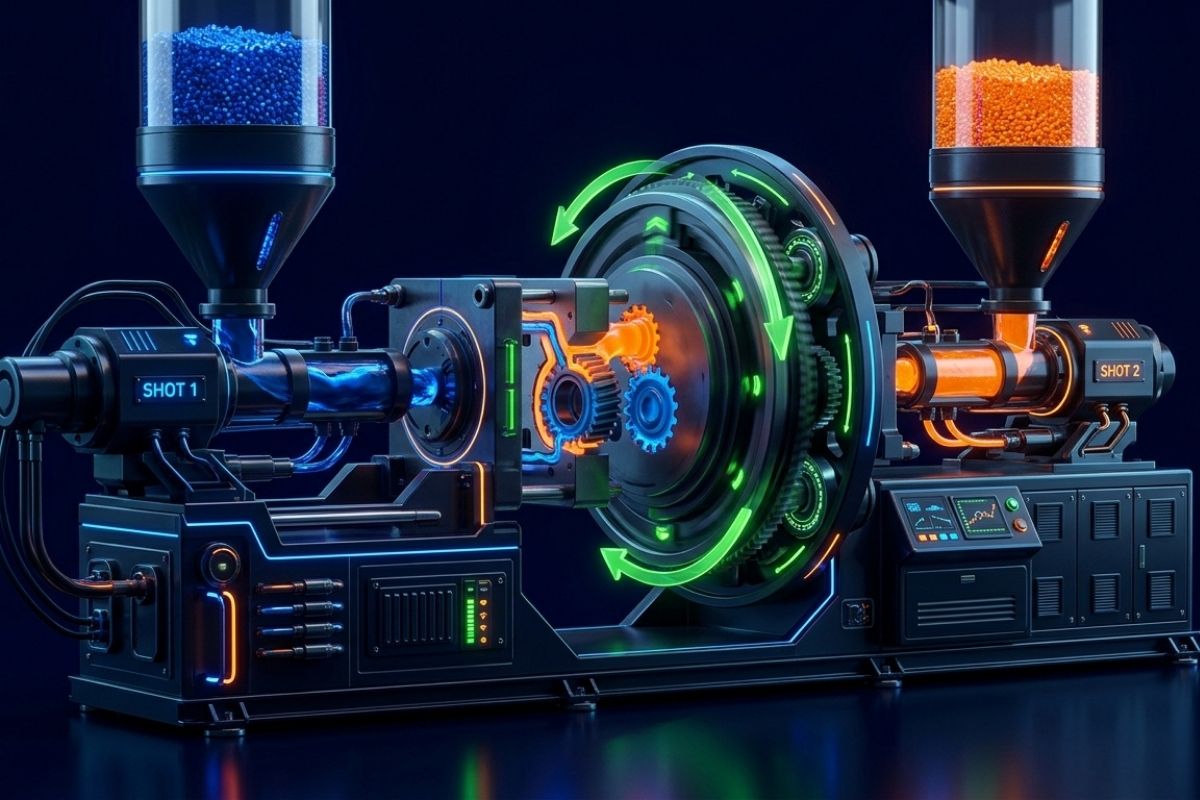
Khác với máy ép tiêu chuẩn, các dòng máy chuyên dụng cho đúc nhựa 2 thành phần (như các hệ máy cao cấp từ thương hiệu Haitian) được trang bị hai nòng bơm keo hoạt động song song hoặc tuần tự. Quy trình cơ bản diễn ra như sau:
- Bước 1 (First shot): Nòng bơm thứ nhất phun loại nhựa đầu tiên vào lòng khuôn sơ cấp để tạo ra hình dáng cơ sở (ví dụ: phần khung bên ngoài của phím bấm, có chừa lại khoảng trống tạo hình ký tự).
- Bước 2 (Xoay khuôn): Sau khi phần nhựa thứ nhất nguội và định hình, đế khuôn (hoặc lõi khuôn) sẽ tự động xoay 180 độ (hoặc di chuyển tịnh tiến) để đưa bán thành phẩm sang vị trí lòng khuôn thứ hai.
- Bước 3 (Second shot): Nòng bơm thứ hai phun loại nhựa (hoặc màu) còn lại vào các khoảng trống đã được thiết kế sẵn. Hai lớp nhựa nóng chảy sẽ liên kết chặt chẽ với nhau ở cấp độ phân tử.
Phân biệt nhanh Double-Shot và Overmolding (Ép phủ)
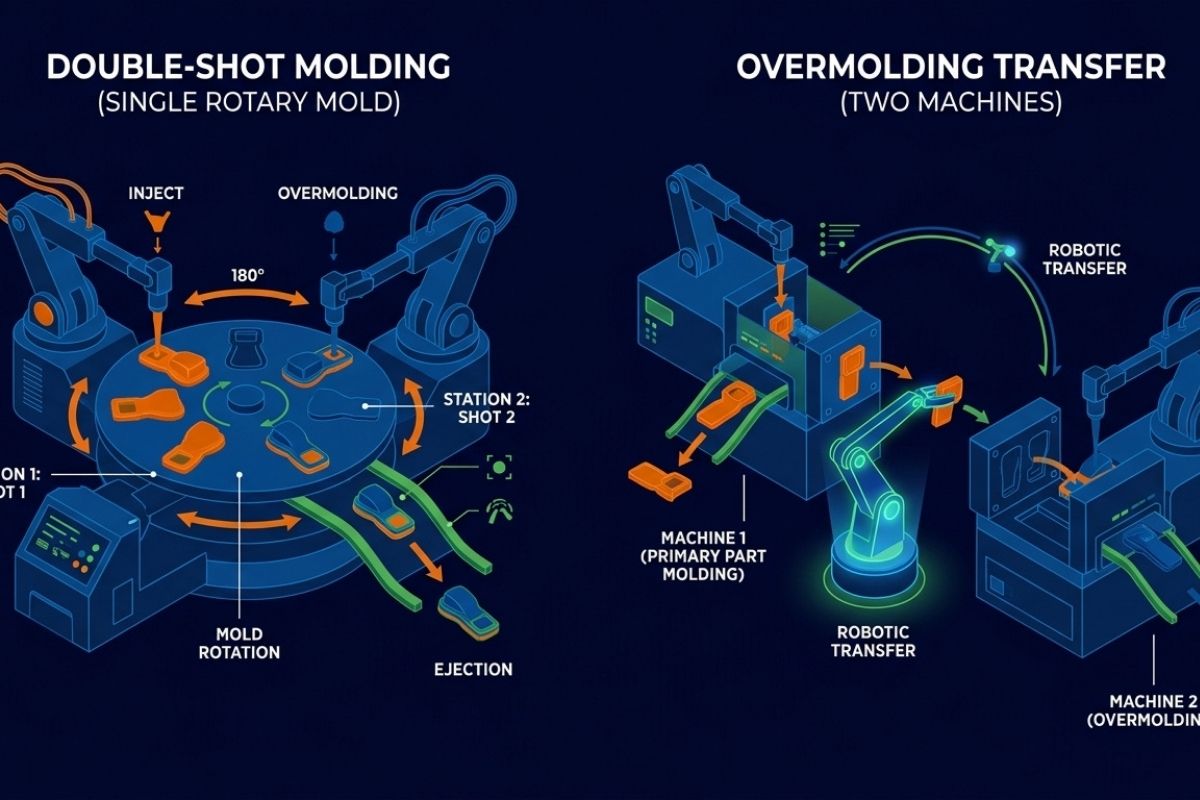
Trong ngành gia công khuôn mẫu, rất nhiều người nhầm lẫn giữa Double-shot và Overmolding. Dù đều liên quan đến việc kết hợp hai loại vật liệu, bản chất của chúng lại khác nhau:
- Double-shot: Thực hiện trên một máy ép duy nhất, chung một chu kỳ ép với khuôn xoay. Thường dùng cho các sản phẩm yêu cầu độ chính xác cực cao về ranh giới màu sắc (như logo, ký tự).
- Overmolding: Thường thực hiện qua hai giai đoạn độc lập. Bán thành phẩm (thường là nhựa cứng) được ép trước, sau đó lấy ra (bằng tay hoặc robot) và đặt vào một máy ép/khuôn khác để ép phủ lớp thứ hai (thường là cao su mềm, TPE, TPU). Phương pháp này phổ biến trong việc làm tay cầm bàn chải đánh răng hoặc vỏ máy khoan.
Ứng Dụng Thực Tế: Tại Sao Keycap Double-Shot Là “Tiêu Chuẩn Vàng”?
Thế giới bàn phím cơ cao cấp là nơi công nghệ double-shot phô diễn toàn bộ sức mạnh của mình. Các thương hiệu nổi tiếng toàn cầu như Cherry, GMK hay Leopold từ lâu đã mặc định sử dụng công nghệ này cho các sản phẩm đầu bảng của họ.
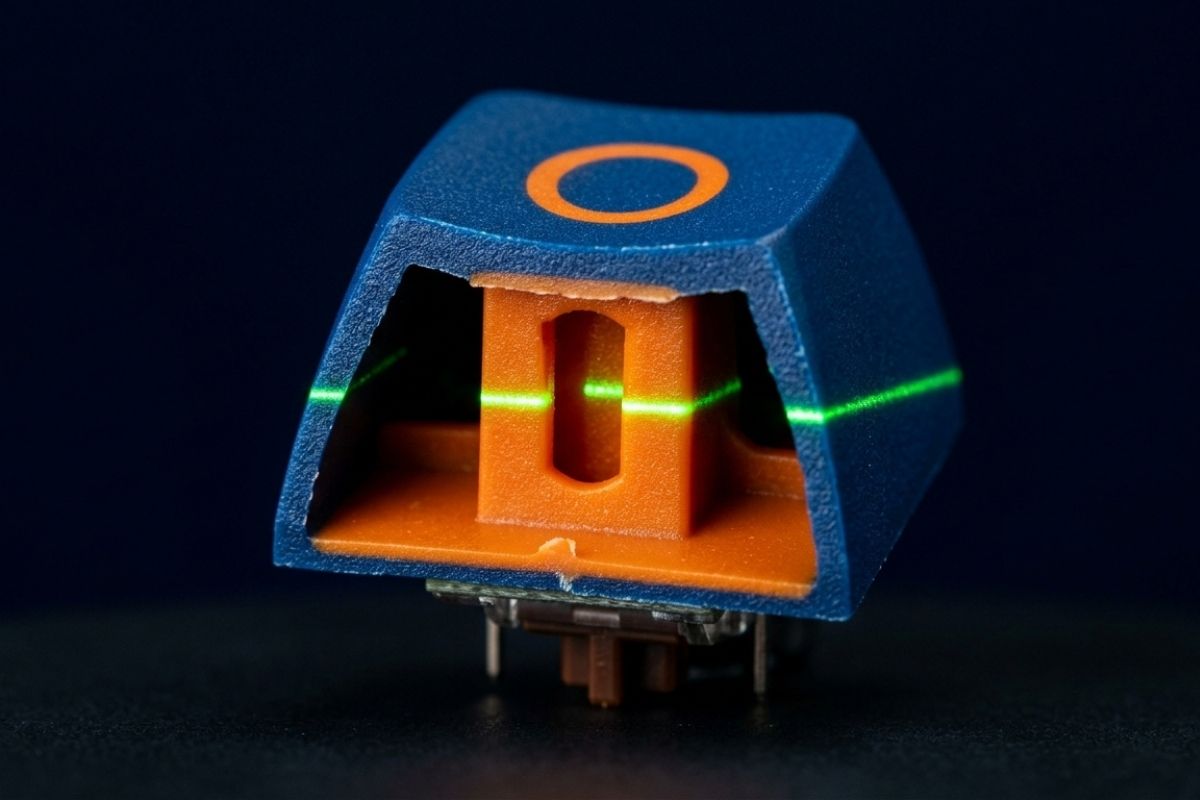
Cấu tạo mặt cắt (Cross-section) giải mã độ bền vĩnh cửu
Nếu cắt đôi một chiếc keycap in lụa, bạn sẽ thấy lớp mực in chỉ mỏng như một tờ giấy nằm trên bề mặt nhựa. Khi gõ phím liên tục, sự ma sát từ đầu ngón tay và axit trong mồ hôi sẽ nhanh chóng làm mài mòn lớp mực này.
Nếu quan sát mặt cắt ngang của một chiếc keycap double-shot, bạn sẽ thấy ký tự trên phím thực chất là một cột nhựa xuyên suốt từ mặt đáy lên đến tận bề mặt trên cùng. Lớp nhựa thứ hai này lấp đầy khoảng trống của lớp nhựa thứ nhất. Chính cấu tạo “chìm” này mang lại một thuộc tính vô giá: ký tự không bao giờ bị mờ hay bay màu, cho dù bạn có sử dụng bàn phím đó trong 10 năm hay dùng giấy nhám để chà sát bề mặt.
Tối ưu hóa tính thẩm mỹ và khả năng xuyên LED (Sự kết hợp ABS & PC)
Bên cạnh độ bền, khả năng hỗ trợ ánh sáng là một ưu thế tuyệt đối của nhựa 2 thành phần. Để tạo ra những bộ bàn phím cơ rực rỡ với đèn LED RGB, các nhà sản xuất thường kết hợp hai loại vật liệu.
Lớp vỏ ngoài (màu đục) thường làm từ vật liệu PBT hoặc ABS để tạo cảm giác gõ tốt. Phần ký tự (lớp nhựa bên trong) được đúc bằng nhựa PC (Polycarbonate) trong suốt hoặc nhựa POM có tính thấu quang. Sự kết hợp hoàn hảo này cho phép ánh sáng từ đèn LED dưới bo mạch xuyên qua ký tự một cách sắc nét, rõ ràng mà không bị lọt sáng ra các vùng xung quanh.
Những Lưu Ý Quan Trọng Khi Gia Công Ép Nhựa 2 Màu
Để sản xuất thành công một sản phẩm nhựa 2 thành phần, việc sở hữu máy móc hiện đại là chưa đủ. Các kỹ sư R&D cần am hiểu sâu sắc về đặc tính hóa lý của vật liệu để tránh các rủi ro trong quá trình sản xuất hàng loạt.
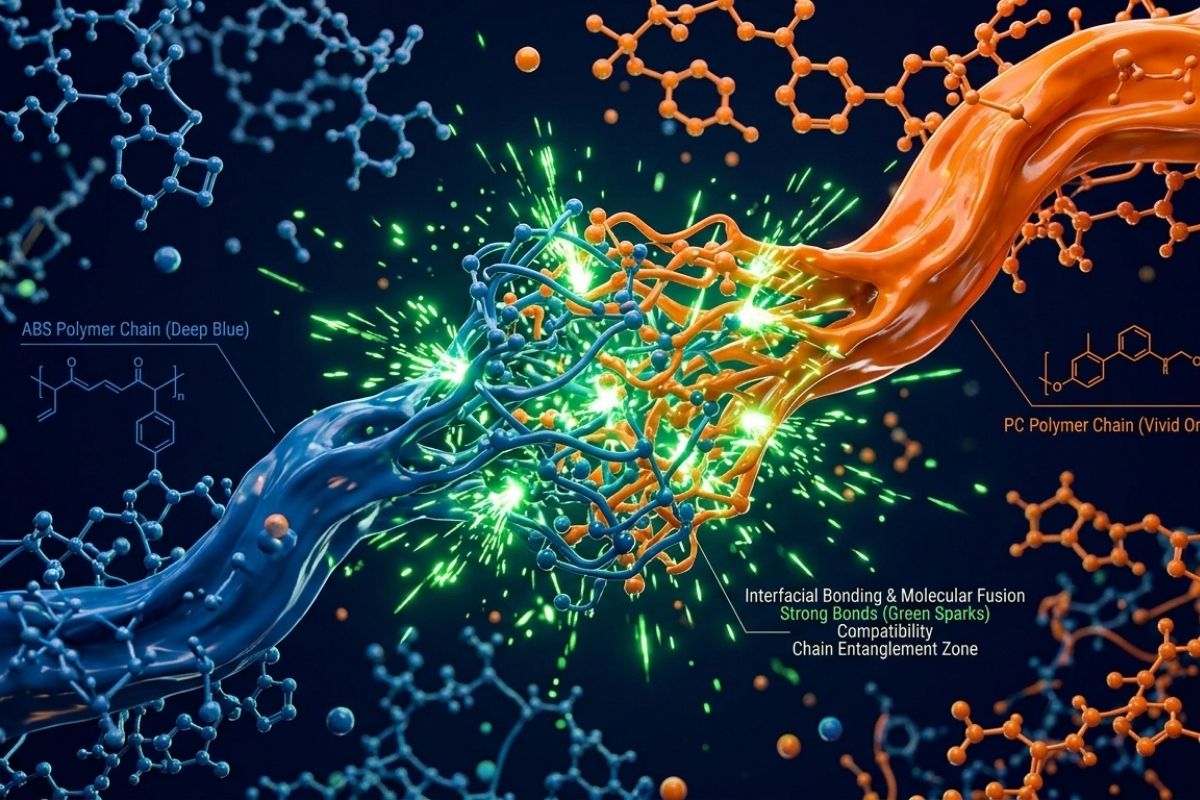
Quy tắc tương thích nhiệt độ nóng chảy của 2 loại Polymer
Yếu tố quyết định sự thành bại của đúc nhựa 2 màu là tính tương thích giữa hai loại vật liệu. Nếu chúng không thể liên kết hóa học với nhau, sản phẩm sẽ dễ dàng bị bong tróc. Các nhà cung cấp nguyên liệu lớn như SABIC thường cung cấp các bảng thông số tương thích vật liệu (Compatibility Matrix) rất chi tiết. Cặp vật liệu phổ biến nhất và có độ bám dính tuyệt vời là PC và ABS.
Quy tắc cốt lõi trong gia công: Vật liệu ép lần 1 (First shot) phải có nhiệt độ nóng chảy cao hơn hoặc bằng vật liệu ép lần 2. Nếu làm ngược lại, dòng nhựa nóng của lần bơm thứ hai sẽ làm chảy xệ và biến dạng chi tiết đã được định hình trước đó.
Nhận diện và khắc phục lỗi tách lớp, lem màu trong sản xuất thực tế
Trong quá trình vận hành xưởng ép nhựa 2 màu, kỹ sư thường phải xử lý hai lỗi kỹ thuật kinh điển:
- Lỗi tách lớp (Delamination): Xảy ra khi hai lớp nhựa không bám dính vào nhau. Nguyên nhân thường do chọn sai cặp vật liệu không tương thích, hoặc nhiệt độ khuôn/nhiệt độ nhựa ở lần ép thứ hai quá thấp, không đủ năng lượng để làm nóng chảy nhẹ bề mặt tiếp xúc của lớp thứ nhất.
- Lỗi lem màu (Color Bleeding): Xảy ra khi ranh giới giữa hai màu không sắc nét, nhựa màu này xâm lấn sang màu kia. Lỗi này chủ yếu do thiết kế khuôn không tốt, áp lực kẹp khuôn (clamping force) yếu, hoặc rãnh dẫn nhựa bị mòn khiến nhựa bị trào (flash) sang vùng không mong muốn.
Câu Hỏi Thường Gặp (FAQs)
Dưới đây là các câu hỏi về Khuôn đúc nhựa mà VCCGroup thường gặp trong quá trình tư vấn cho khách hàng
Ép nhựa 2 màu có làm tăng thời gian chu kỳ (cycle time) không?
Đúng vậy. Do phải thực hiện hai quá trình bơm keo và làm nguội, cộng thêm thời gian cơ học để xoay đế khuôn, thời gian chu kỳ của đúc double-shot thường dài hơn so với ép đơn sắc. Tuy nhiên, nó lại tiết kiệm được toàn bộ thời gian của các khâu gia công phụ trợ sau đó.
Có thể kết hợp hai loại nhựa bất kỳ với nhau được không?
Không. Hai loại vật liệu phải có tính tương thích về mặt hóa học và độ co ngót (shrinkage rate) tương đồng nhau. Nếu độ co ngót chênh lệch quá lớn, sản phẩm sau khi nguội sẽ bị cong vênh hoặc nứt vỡ tại điểm tiếp xúc.
Chi phí làm khuôn 2 màu đắt hơn bao nhiêu so với khuôn 1 màu?
Thông thường, chi phí thiết kế và chế tạo một bộ khuôn double-shot sẽ cao gấp 1.5 đến 2.5 lần so với khuôn đơn sắc cùng kích thước. Sự chênh lệch này đến từ việc phải gia công hai lòng khuôn riêng biệt và thiết kế hệ thống cơ khí chính xác để khuôn có thể xoay/trượt mà không bị kẹt hay rò rỉ nhựa.
Công nghệ ép nhựa 2 màu (Double-shot injection) không chỉ đơn thuần là một phương thức đúc nhựa phức tạp, mà là một giải pháp toàn diện để nâng tầm chất lượng và tuổi thọ sản phẩm. Từ những chiếc keycap sắc nét, bền bỉ vĩnh cửu cho đến các linh kiện công nghiệp yêu cầu độ chính xác cao, phương pháp này minh chứng cho sự tiến bộ vượt bậc của ngành gia công khuôn mẫu.
Tuy nhiên, việc làm chủ quy trình ép 2 thành phần đòi hỏi sự kết hợp khắt khe giữa hệ thống máy móc tiên tiến và nền tảng chuyên môn kỹ thuật sâu rộng. Với năng lực R&D mạnh mẽ và kinh nghiệm thực tiễn phong phú, các đơn vị uy tín như VCCGroup luôn sẵn sàng đồng hành cùng doanh nghiệp trong việc tư vấn, thiết kế và gia công khuôn mẫu chính xác, biến những yêu cầu kỹ thuật phức tạp nhất thành các sản phẩm chất lượng cao trên dây chuyền sản xuất thực tế.