
Giới Thiệu Chung Về Khuôn Chạy Nóng
Khuôn chạy nóng (Hot Runner Mold) là hệ thống khuôn ép nhựa có khả năng duy trì nhựa nóng chảy từ vòi phun của máy ép cho tới các cửa phun tại khoang khuôn. Thay vì để lại phần bavia (runner) như khuôn truyền thống, khuôn chạy nóng cho phép nhựa được dẫn thẳng đến điểm cần thiết và đóng rắn tại sản phẩm, giúp tiết kiệm vật liệu và nâng cao hiệu quả sản xuất.
Mặc dù có nhiều ưu điểm vượt trội, khuôn chạy nóng lại có chi phí đầu tư cao hơn khuôn lạnh thông thường. Vì vậy, việc thiết kế và chế tạo khuôn ép nhựa chạy nóng cần được thực hiện kỹ lưỡng nhằm tránh lỗi kỹ thuật, tiết kiệm chi phí và đảm bảo chất lượng khuôn.
Ưu Điểm Nổi Bật Của Khuôn Chạy Nóng
-
Giảm thiểu vật liệu nhựa thừa (runner)
-
Tăng tốc độ chu kỳ ép nhựa
-
Cải thiện bề mặt sản phẩm và đồng đều khối lượng
-
Tăng tuổi thọ khuôn nhờ kiểm soát nhiệt độ ổn định
-
Tự động hóa cao, phù hợp với sản xuất hàng loạt
10 Lỗi Thiết Kế Thường Gặp Trong Khuôn Chạy Nóng Và Cách Khắc Phục
1. Thiết Kế Chưa Được Kiểm Tra Bằng Moldflow
Việc phân tích dòng chảy nhựa bằng phần mềm CAE như Moldflow là bắt buộc. Nó giúp mô phỏng áp suất, nhiệt độ và tốc độ dòng chảy nhựa trong hệ thống, từ đó xác định số lượng cổng phun, vị trí tối ưu của nozzle và manifold để đảm bảo độ đồng đều sản phẩm.
Khuyến nghị: Thiết kế hệ thống chạy nóng với số lượng vòi phun là bội số của 2 hoặc 3 để cân bằng áp lực.
2. Lựa Chọn Vòi Phun Không Phù Hợp
Có ba loại vòi phun phổ biến trong hệ thống hot runner. Việc lựa chọn đúng loại nozzle quyết định chất lượng bề mặt sản phẩm và tuổi thọ khuôn.
- Vòi hình trụ: Chi phí thấp, phù hợp sản phẩm có kết cấu bề mặt lớn.
- Vòi mở (Open Gate): Phù hợp với vật liệu kỹ thuật, cần hạn chế tắc nghẽn.
Khi phần nhựa là phần nhựa kỹ thuật. Nên sử dụng vòi phun mở. Ngăn ngừa tắc vòi phun.
| 1. vòng tròn | 2. vòi nóng chính | 3. Ống góp nóng |
| 4. Vòng cách nhiệt | 5. Lò sưởi | 6. Tấm cách nhiệt nhiệt độ cao |
| 7. Bảng điều khiển | 8. Tấm đỡ | 9. Đệm đỡ |
| 10. Vòi nóng thứ cấp | 11. Cố định một tấm | 12. Chèn khuôn cố định |
| 13. Ghim khóa |
- Vòi van (Valve Gate): Sử dụng xi lanh điều khiển kim đóng mở, kiểm soát keo tốt, tránh hiện tượng “stringing”.
Hệ thống chạy nóng kiểu này có thêm một cơ cấu xi lanh. Dưới tác dụng của xi lanh, kim van được nâng lên trong quá trình phun. Bịt cổng keo vào cuối quá trình điền đầy. Nó có thể ngăn chặn hiệu quả các vết chảy.
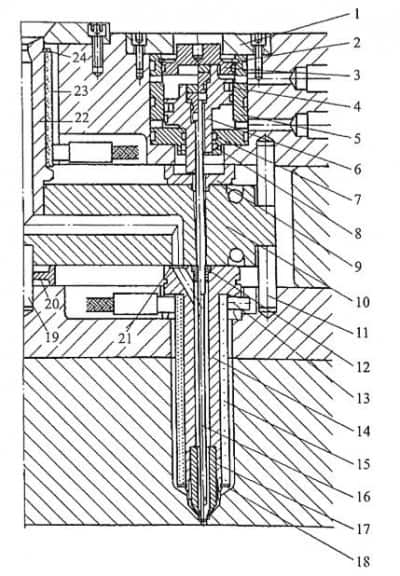
Đồ họa
| 1. Tuyến xi lanh | 2. Hình tròn lỗ | 3. Nắp trên |
| 4. Con dấu OE | 5. Khối xi lanh | 6. Pít tông |
| 7. Con dấu O-ring | 8. Đai dẫn hướng | 9. Riser Pad |
| 10. Á hậu tách | 11. Ghim định vị Manifold | 12. Ống lót dẫn hướng van |
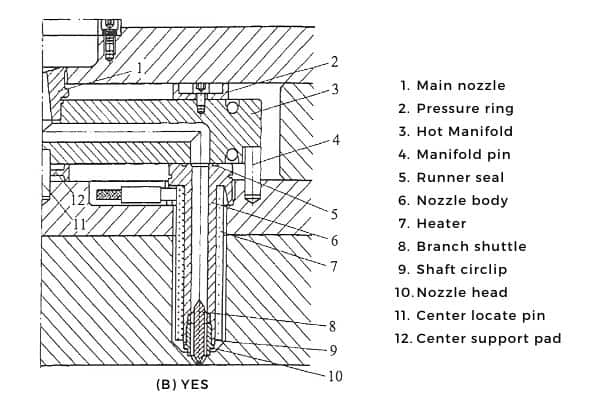
| 13. Chốt định vị vòi phun | 14. Thân vòi | 15. Bộ gia nhiệt lõi |
| 16. Cổng van | 17. Đầu vòi | 18. Vòng tròn trục |
| 19. Chốt định vị trung tâm | 20. Đệm đỡ trung tâm | 21. Á hậu đóng dấu |
| 22. Vòi phun chính kiểu sưởi | 23. Bộ gia nhiệt vòi phun chính | 24. Vòng tròn trục |
3. Thiếu Hệ Thống Cách Nhiệt Tốt
Ống góp nóng (Hot Manifold) tiếp xúc trực tiếp với tấm khuôn chủ trên diện tích rộng nên cần có cách nhiệt hiệu quả để tránh thất thoát nhiệt.
Giải pháp: Thiết kế giảm diện tích tiếp xúc vật lý, sử dụng vòng cách nhiệt và tấm cách nhiệt nhiệt độ cao để cô lập nhiệt.
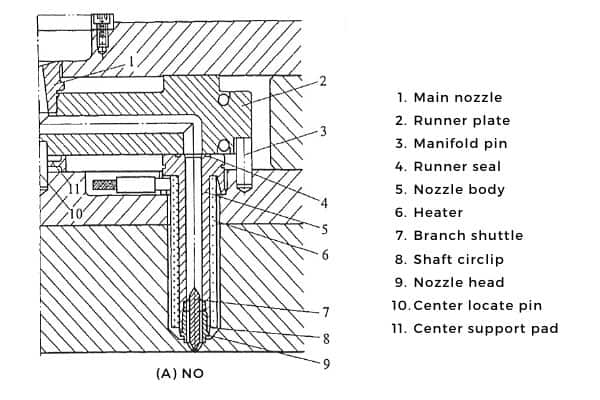
Như cấu trúc B cho thấy :
Kích thước đầu phun của vòi dễ dàng điều chỉnh. Đặt đủ đường nước làm mát gần vòi phun. Tránh người chạy nóng gần vầng hào quang cổng.
4. Có “Góc Chết” Trong Tấm Á Hậu
Nếu khuôn có các góc chết trong runner hoặc manifold, nhựa nóng chảy có thể bị tích tụ gây ra lỗi quang sai màu hoặc cháy nhựa.
Khuyến nghị: Đảm bảo dòng chảy liên tục, các góc bo mềm để giảm tụ nhiệt.
5. Rò Rỉ Hoặc Tắc Nozzle
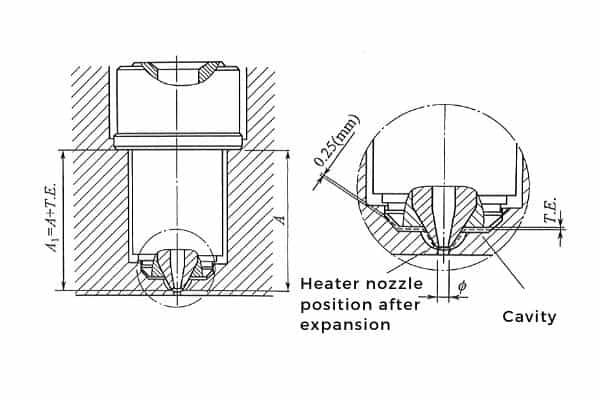
Vấn đề phổ biến: Rò rỉ vật liệu tại các khớp nối do không tính toán giãn nở nhiệt của vòi phun.
Giải pháp: Tính trước hệ số giãn nở khi gia nhiệt, áp dụng dung sai hợp lý trong bản vẽ lắp ráp để bảo vệ cấu trúc khuôn và đảm bảo độ kín khít.
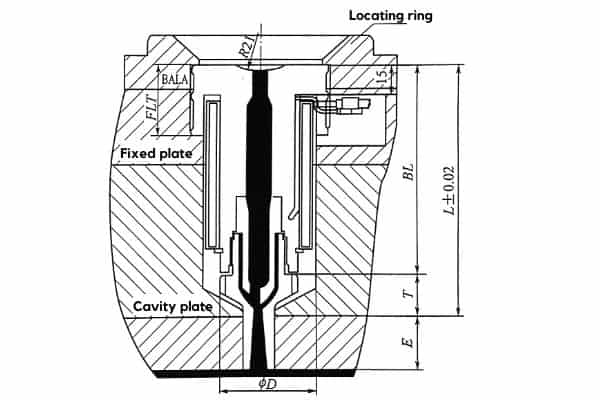
6. Không Canh Đúng Tâm Nozzle Và Cổng
Do sự chênh lệch nhiệt độ giữa tấm khuôn (khoảng 60°C) và tấm chạy nóng (khoảng 200°C), nếu không hiệu chỉnh vị trí, vòi phun có thể lệch khỏi tâm cổng.
Giải pháp: Chừa khoảng bù nhiệt co giãn, thiết kế guide bush cho nozzle.
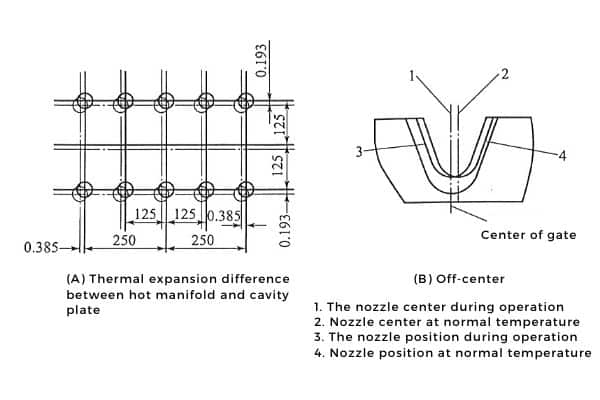
Như trong Hình A:
Phải có đủ không gian giữa vòi phun và tiêu bản. Sửa lại vị trí của Á hậu nóng chạm vào miệng. Lượng hiệu chỉnh là lượng giãn nở nhiệt của tấm dẫn dòng. Đảm bảo rằng tâm của lỗ vòi phun và tâm của lỗ cổng không bị lệch.
Như trong Hình B:
Vòi phun được làm bằng thép có độ đàn hồi cao hoặc đồng niken hoặc đồng berili có độ đàn hồi cao.
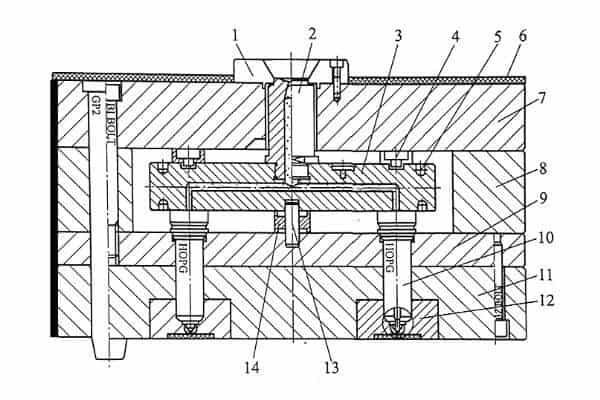
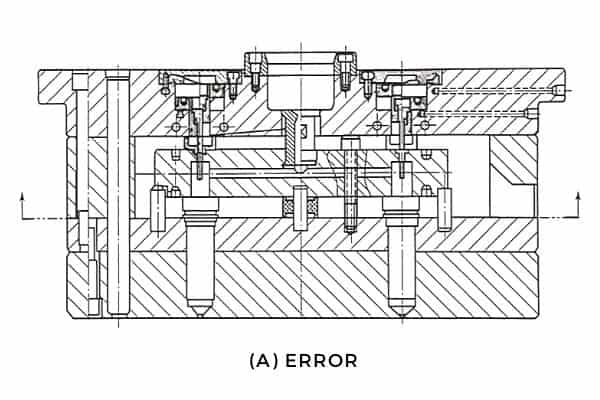
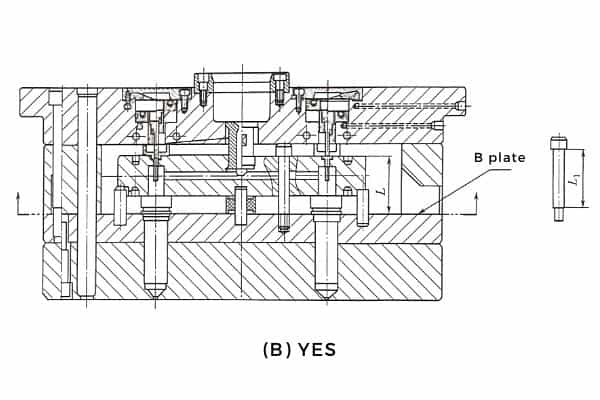
7. Cố Định Tấm Chạy Nóng Không Đúng Cách
Không nên siết chặt manifold bằng vít cố định trực tiếp, vì sẽ làm giới hạn khả năng giãn nở, dẫn đến cong vênh tấm.
Khuyến nghị: Dùng vít bậc hoặc ống giãn nở để tạo khoảng trống giãn nở tự nhiên
Số 1
Không thể sử dụng kết cấu vít giữa hai loại này.
Như sau. Nếu nó được cố định trực tiếp bằng vít. Hướng giãn nở nhiệt của tấm chạy bị hạn chế. Sẽ làm cho tấm chạy nghiêng lên.
Như hình minh họa B. Sử dụng vít có bậc. L1 cao hơn 0,05 mm so với L. Tấm chạy có đủ không gian để mở rộng và co lại.
8. Không Tối Ưu Theo Tính Chất Nhựa
Mỗi loại vật liệu nhựa có tính chất dòng chảy, khả năng chịu nhiệt và yêu cầu gia nhiệt khác nhau. Ví dụ:
| Hiệu suất | Vật liệu phù hợp với chạy nóng |
|---|---|
| Tốt | PP, PE, TPE, EVA |
| Trung bình | ABS, PET, POM, PA |
| Khó | PC, PMMA, PEEK, PSU |
9. Bề Mặt Lỗ Chạy Quá Thô
Độ nhám cao dẫn đến lực cản dòng chảy lớn, làm tăng áp suất phun, ảnh hưởng đến bề mặt sản phẩm và tuổi thọ khuôn.
Khuyến nghị: Đánh bóng bề mặt runner ở mức độ Ra < 0.8μm.
10. Thiết Kế Hệ Thống Điện Không Đạt Chuẩn
Lỗi thường gặp:
-
Dây điện bị nước làm mát làm ướt → rò điện.
-
Không gắn đúng cặp nhiệt và cảm biến nhiệt.
-
Nguồn cấp không tương thích.
Giải pháp:
-
Cách điện tốt, dùng ống bảo vệ dây dẫn.
-
Tính công suất theo tỉ lệ 1–1.2kW/kg vật liệu gia nhiệt.
-
Đánh số tương ứng giữa nguồn – cảm biến – vị trí vòi để dễ lắp ráp và bảo trì.
Kết Luận
Khuôn chạy nóng là lựa chọn lý tưởng cho các dự án ép nhựa yêu cầu độ chính xác cao, tốc độ nhanh và tiết kiệm nguyên liệu. Tuy nhiên, để phát huy tối đa hiệu quả, các kỹ sư thiết kế cần tránh 10 lỗi phổ biến nêu trên và kết hợp với phân tích Moldflow, vật liệu chính xác, cũng như kinh nghiệm gia công khuôn thực tế.
Nếu bạn đang tìm đối tác thiết kế – chế tạo khuôn ép nhựa chạy nóng, hãy liên hệ với đội ngũ kỹ sư giàu kinh nghiệm tại VCC Mold Precision .,JSC – chúng tôi cam kết mang lại giải pháp kỹ thuật toàn diện, hiệu quả kinh tế và chất lượng Nhật Bản.
👉 Liên hệ tư vấn & báo giá miễn phí:
📞 Zalo/Hotline: 0934 683 166
🌐 Website: vcc-group.vn/vcc-mold